
Sanopan : les étapes de la fabrication d'un panneau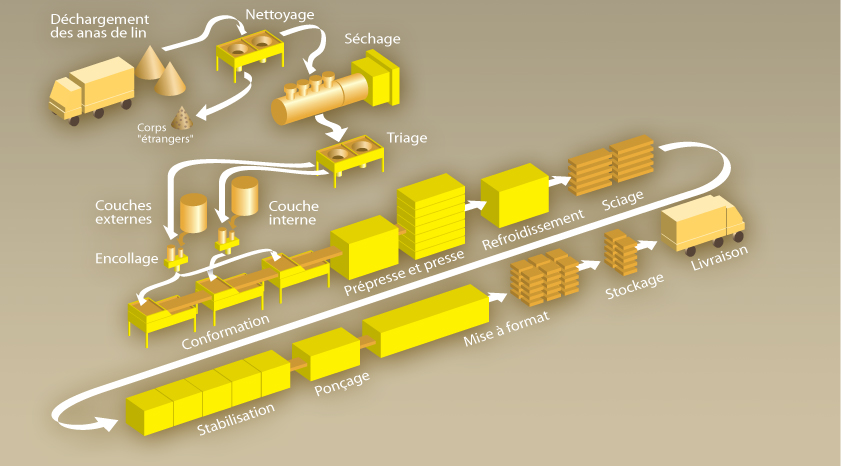
 DÉCHARGEMENT
DÉCHARGEMENT
Les matières premières sont amenées par remorques depuis les coopératives linières environnantes. Celles-ci sont positionnées sur un banc basculant hydraulique qui incline les remorques sur le coté afin de faciliter le déchargement rapide de la matière première dans une fosse.
NETTOYAGE
Seuls les anas de lin possèdent une résistance qui leur permet dêtre employés en panneau. Cest pour cela quil faut éliminer tous les déchets (poussières, étoupes, fil, etc...) qui modifient les caractéristiques mécaniques des panneaux.
SÉCHAGE
Cette étape permet daugmenter le coefficient dabsorption des anas. En effet, selon les conditions météorologiques et les saisons, la matière est fournie à des degrés dhumidité très variables et souvent très élevés. Or pour que les anas absorbent bien la colle il faut quils soient secs. Les anas sont donc séchés sous des séchoirs.
TRIAGE
Des "tamis" séparent Les anas fins et courts des plus gros. Les premiers composent les couches de surface du panneau. Les seconds occupent la couche médiane et assurent la rigidité. Ce panneau, de type « trois couches », nest pas fabriqué à lidentique dans toutes les usines pour des raisons de complexité technique et de coût.
ENCOLLAGE DU PANNEAU
Les anas fins (dit : les fines) et gros (dit : les grosses) sont encollées séparément dans deux encolleuses. Les anas sont alors mélangés à des colles thermodurcissables.
CONFORMATION DU PANNEAU
Les anas encollés sont déposés en trois couches (dans lordre : fines, grosses, fines) sur le tapis roulant dont la vitesse est régulée pour obtenir un ensemble de qualité homogène, formé à 85% de "grosses" et 15% de "fines". C'est cet ensemble, réalisé au moyen d'un système complexe de peignes et de brosses, qu'on appelle le "mat de conformation".
PREPRESSE
Le mat de conformation préparé passe dans une prépresse en continu ce qui a deux fonctions : Diminuer la hauteur de celui-ci et imbriquer les particules les unes dans les autres afin de donner au mat de conformation une texture suffisamment solide pour supporter une vitesse de déplacement de tapis roulant plus élevée.
PRESSE
Les mats de conformation sont ensuite stockés au nombre de 9, et sont pressés à chaud. La presse peut monter jusquà 200° avec une poussée de 3000 tonnes.
SCIAGE
Juste après la phase de refroidissement, les panneaux passent dans une façonneuse longitudinale qui réduit celui-ci sur la largeur. Puis ils passent dans trois scies transversales qui découpent le panneau en deux ou trois morceaux selon le cas.
STABILISATION
A louverture de la presse les neufs panneaux sont sortis automatiquement. La bascule permet ensuite de contrôler leur poids final, puis ils sont stockés sur le poste de refroidissement.
PONÇAGE
Le ponçage est lultime étape avant le stockage des colis dans le hangar. Cette étape permet de calibrer précisément lépaisseur des panneaux avant dêtre acheminés sur les lignes de conditionnement automatique.
